View 3X Aktif V Groove Cladding Alignment Fusion Splicer

Spesifikasi
- Model: VIEW 3X
- Versi: Ver V1.00
- Jeneng produk: Aktif V-Groove Cladding Alignment Fusion Splicer
Pandhuan Panggunaan Produk
Bab 1: Parasmeter Teknis
Parameter teknis saka Active V-Groove Cladding Alignment Fusion Splicer minangka nderek:
- Jinis Serat sing ditrapake: Rincian kene
- Rugi Sambatan: Rincian kene
- Mode Sambatan: Rincian kene
- Pemanasan: Rincian kene
- Sumber Daya: Rincian kene
- Ukuran lan Bobot: Rincian kene
- Kondisi Lingkungan: Rincian kene
Bab 2: Instalasi
Sadurunge nginstal splicer fusi, priksa manawa maca bebaya safety lan pancegahan sing kasebut ing manual pangguna. Tindakake langkah-langkah iki kanggo instalasi:
- Warning Safety lan Pancegahan
- Proses Instalasi
- Swaraview saka Parts njaba
- Metode Power Supply
Bab 3: Operasi dhasar
Kanggo ngoperasikake splicer fusi, tindakake langkah-langkah dhasar iki:
- Nguripake Splicer
- Nyiapake Serat kanggo splicing
- Nggawe Splice
- Nglindhungi Splice sawise rampung
Bab 4: Mode Sambatan
Kanggo ngakses lan nggunakke mode splice ing splicer fusi, tindakake pandhuan sing kasedhiya ing bab iki.
Pambuka
Matur nuwun kanggo milih View 3X Fusion Splicer saka INNO Instrument. Ing View 3X minangka Aktif V-Groove Cladding Alignment Fusion Splicer kanthi Fitur AI-Driven lan modul IoT & GPS sing dipasang. Kajaba iku, teknologi sing anyar banget nyuda wektu splicing lan pemanasan. Metode estimasi lanjutan lan teknik keselarasan njamin estimasi rugi sambatan sing akurat. Antarmuka operasi dinamis lan mode splice otomatis nyedhiyakake pangguna nyaman.
Kanggo informasi luwih lengkap babagan View 3X, mangga ngunjungi resmi kita websitus ing www.innoinstrument.com.

Manual pangguna iki nerangake panggunaan, karakteristik kinerja, lan ati-ati saka View 3X fusion splicer lan carane nginstal lan operate. Tujuan utama manual iki yaiku supaya pangguna bisa akrab karo splicer.
Penting!
INNO Instrument nyaranake kabeh pangguna maca manual iki sadurunge ngoperasikake View 3X fusion splicer.
Bab 1 – Parameter Teknis
Jinis Serat sing ditrapake
- Cara Alignment: Aktif V-Groove Klambi Alignment
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU- T G.653) / NZDS (ITU-T G.655)
- Jumlah serat: Tunggal
- Diameter lapisan: 100μm - 3mm
- Diameter cladding: 80 nganti 150μm
Rugi Sambatan
Serat sing padha disambung lan diukur kanthi metode potong sing cocog karo standar ITU-T. Nilai khas kehilangan sambatan yaiku:
- SM: 0.03dB
- MM: 0.01dB
- DS: 0.05dB
- NZDS: 0.05dB
- G.657:0.03dB
Mode Sambatan
- Waktu Sambungan: Mode Cepet: 4s / Mode SM Rata-rata: 5s (ramping 60mm)
- Memori Sambatan: 20,000 Data Sambatan / 10,000 gambar Sambatan
- Program Sambatan: Max 128 mode
Pemanasan
- 5 jenis lengan perlindungan yang berlaku: 20mm - 60mm.
- Wektu Pemanasan: Mode Cepet: 9s / Rata-rata: 13s (ramping 60mm)
- Program Pemanasan: Max 32 mode
Power Supply
- Input AC 100-240V, Input DC 9-19V
- Kapasitas baterei: 5200mAh / Siklus Operasi: 300 siklus (Splicing + Pemanasan)
Ukuran lan Bobot
- 151W x 149H x 177D (kalebu bumper karet)
- Bobot: 2.19kg
Kondisi Lingkungan
- Kondisi operasi: Altitude: 0 nganti 5000m, Kelembapan: 0 nganti 95%, Suhu: -10 nganti 50 ℃, Angin: 15m/s;
- Kondisi panyimpenan: Kelembapan: 0 nganti 95%, Suhu: -40 nganti 80 ℃;
- Tes Ketahanan: Ketahanan Kejut: 76cm saka gulung permukaan ngisor, Paparan Lebu: 0.1 nganti diameter 500um aluminium silikat, Rintangan Udan: 100 mm / jam sajrone 10 menit
- Tahan banyu (IPx2)
- Shock Resistance (Mudhun saka 76cm)
- Tahan bledug (IP5X)
Liyane
- Layar LCD Warna 5.0″, Layar Tutul Lengkap
- 360x, 520x perbesaran
- test Narik: 1.96 kanggo 2.25N.
1.9 Pancegahan baterei
- Aja ndemek utawa nggebug baterei kanthi obyek sing runcing utawa landhep.
- Tansah baterei adoh saka bahan logam lan obyek.
- Aja mbuwang, nyelehake, nabrak, utawa mlengkung baterei, lan aja thothok utawa stomping.
- Aja nyambungake anoda baterei lan terminal katoda karo logam kayata kabel listrik kanggo nyegah potensial sirkuit cendhak.
- Priksa manawa terminal anoda utawa katoda baterei ora kena kontak karo lapisan aluminium kemasan, amarga bisa nyebabake sirkuit cendhak.
- Aja mbongkar sel baterei.
- Aja nyemplungake baterei ing banyu, amarga karusakan banyu bakal nggawe sel baterei ora bisa digunakake.
- Aja nyelehake utawa nggunakake baterei ing cedhak sumber panas, kayata geni, lan nyegah baterei dadi panas banget.
- Nyegah saka langsung soldering baterei lan aja ngisi daya ing lingkungan panas banget.
- Aja nyelehake baterei ing oven gelombang mikro utawa wadhah tekanan dhuwur.
- Supaya baterei adoh saka lingkungan sing panas, kayata ing njero mobil kanggo wektu sing suwe utawa ing srengenge langsung.
- Dilarang banget nggunakake baterei sing rusak.
- Yen ana kebocoran elektrolit, jaga baterei adoh saka sumber geni.
- Yen baterei ngetokake bau elektrolit, aja nganggo.
Bab 2 - Instalasi
Warning Safety lan Pancegahan
As View 3X dirancang kanggo fusi splicing serat optik kaca silika, iku penting banget sing splicer ngirim ora digunakake kanggo maksud apa liyane. Splicer minangka instrumen presisi lan kudu ditangani kanthi ati-ati. Mulane, sampeyan kudu maca aturan safety ing ngisor iki lan pancegahan umum ing manual iki. Tumindak apa wae sing ora ngetutake bebaya lan ati-ati bakal nglanggar standar safety desain, pabrikan, lan panggunaan splicer fusi. INNO Instrument ora bakal njupuk tanggung jawab kanggo jalaran disebabake penyalahgunaan.
Bebaya Safety Operasional
- Aja ngoperasikake splicer ing lingkungan sing gampang kobong utawa mbledhos.
- AJA ndemek elektroda nalika splicer urip.
Cathetan:
Mung nggunakake elektroda sing ditemtokake kanggo splicer fusi. Pilih [Ganti elektroda] ing Menu Maintenance kanggo ngganti elektroda, utawa mateni splicer, copot sumber daya AC lan copot baterei sadurunge ngganti elektrods. Aja miwiti busur discharge kajaba loro elektroda wis bener ing panggonan.
- Aja mbongkar utawa ngowahi komponen splicer tanpa disetujoni, kajaba komponen utawa bagean sing diijini disassembly utawa dimodifikasi dening pangguna kaya sing kasebut ing manual iki. Panggantos komponen lan pangaturan internal mung kudu ditindakake dening INNO utawa teknisi utawa insinyur sing sah.
- Aja ngoperasikake splicer ing lingkungan sing ngemot cairan utawa uap sing gampang kobong, amarga busur listrik sing diprodhuksi dening splicer bisa nyebabake geni utawa bledosan sing mbebayani. Aja nggunakake splicer cedhak sumber panas, ing suhu dhuwur lan bledug lingkungan, utawa nalika kondensasi ana ing splicer, amarga iki bisa mimpin kanggo kejut listrik, splicer malfungsi, utawa kompromi kinerja splicing.
- Penting kanggo nyandhang kaca tingal safety sajrone nyiapake serat lan operasi splicing. Pecahan serat bisa nyebabake bebaya sing signifikan yen kena mata, kulit, utawa yen dicerna.
- Copot baterei kanthi cepet yen ana masalah ing ngisor iki nalika nggunakake splicer:
- Asap, ambu ora enak, swara ora normal, utawa panas banget.
- Cairan utawa zat asing mlebu ing awak splicer (casing).
- Splicer rusak utawa dropped.
- Yen ana kesalahan kasebut, hubungi pusat layanan kita kanthi cepet. Ngidini splicer tetep rusak tanpa tumindak kanthi cepet bisa nyebabake kegagalan peralatan, kejut listrik, geni, lan bisa nyebabake ciloko utawa pati.
- Aja nggunakake gas sing dikompres utawa hawa kaleng kanggo ngresiki splicer, amarga produk kasebut bisa ngemot bahan sing gampang kobong sing bisa murub nalika dibuwang listrik.
- Gunakake mung baterei standar ditetepake kanggo View 3X. Panganggone sumber daya AC sing ora bener bisa nyebabake kebul, kejut listrik, karusakan peralatan, lan bisa nyebabake geni, ciloko, utawa pati.
- Gunakake mung pangisi daya sing ditemtokake kanggo View 3X. Aja nyelehake barang abot ing kabel listrik AC lan priksa manawa ora ana sumber panas. Panggunaan kabel sing ora bener utawa rusak bisa njalari asap, kejut listrik, karusakan peralatan, lan bisa nyebabake geni, ciloko, utawa pati.
Pangopènan lan Pancegahan Care njaba
- Ngempet saka nggunakake obyek hard kanggo ngresiki V-grooves lan elektrods.
- Aja nggunakake aseton, thinner, benzol, utawa alkohol kanggo ngresiki bagean splicer, kajaba ing wilayah sing disaranake.
- Gunakake kain garing kanggo ngilangi bledug lan rereget saka splicer.
- Tansah tindakake pandhuan pangopènan ing manual iki.
Pancegahan Transportasi lan Panyimpenan
- Nalika ngeterake utawa mindhah splicer saka kadhemen kanggo lingkungan anget, iku penting kanggo ngidini splicer fusi kanggo anget munggah mboko sithik kanggo nyegah kondensasi nang unit, kang bisa duwe efek mbebayani ing splicer.
- Bungkus splicer fusi kanthi apik kanggo panyimpenan jangka panjang.
- Tansah splicer resik lan garing.
- Diwenehi imbuhan tliti lan Alignment sawijining, nyimpen splicer ing tas nggawa ing kabeh wektu kanggo nglindhungi saka karusakan lan rereget.
- Aja ninggalake splicer ing sinar srengenge langsung utawa kena panas banget.
- Aja nyimpen splicer ing lingkungan bledug. Iki bisa nyebabake kejut listrik, kerusakan splicer utawa kinerja splicing sing ora apik.
- Tansah asor ing tingkat minimal ing ngendi splicer disimpen. Kelembapan kudu ora ngluwihi 95%.
Instalasi
Penting!
Tindakake pandhuan kasebut kanthi teliti.
Mbongkar Splicer
Tahan gagang munggah, banjur angkat splicer metu saka tas mawa.
Swaraview saka Parts njaba

Metode Power Supply
Baterei
Diagram ing ngisor iki nuduhake carane nginstal baterei.
- Matikan Fusion Splicer
Pencet tombol release, iki bakal ngidini sampeyan geser baterei metu saka splicer fusi. 2. Push baterei
2. Push baterei
3. Selehake baterei menyang slot unit daya Push menyang panggonan sing bener.
Bab 3 - Operasi dhasar
Nguripake Splicer
Pencet![]() tombol ing panel operasi, ngenteni splicer kanggo nguripake. Banjur pindhah menyang kaca Workbench.
tombol ing panel operasi, ngenteni splicer kanggo nguripake. Banjur pindhah menyang kaca Workbench.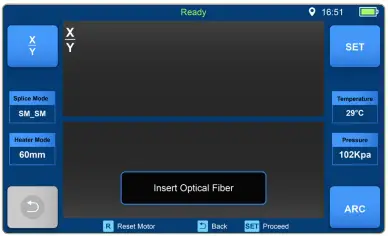
Cathetan:
Monitor LCD minangka komponen presisi sing diprodhuksi dening pabrik manufaktur ing kontrol kualitas sing ketat. Nanging, sawetara titik cilik kanthi warna sing beda-beda isih tetep ana ing layar. Kangge, padhange layar bisa uga ora katon seragam, gumantung ing viewing sudut. Elinga yen gejala kasebut dudu cacat, nanging fenomena alam.
Nyiyapake Serat
3 langkah iki kudu ditindakake sadurunge splicing:
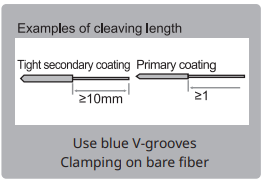
- Stripping: Copot paling sethithik 50mm lapisan sekunder (valid kanggo lapisan sekunder tabung sing nyenyet lan longgar) lan kira-kira 30 ~ 40mm lapisan primer kanthi stripper sing cocog.
- Resik serat gundhul nganggo kasa sing direndhem alkohol murni utawa tisu tanpa serat.
- Cleave serat: Supaya kanggo mesthekake asil splicing paling, cleave serat karo cleaver tliti dhuwur kayata INNO Instrument V seri serat cleaver, lan strictly ngontrol dawa cleaving ditampilake ing ngisor iki.
Cathetan:
Tansah elinga nyelehake lengen sing bisa nyusut panas ing salah siji ujung serat ing wiwitan saben persiapan serat.
 Penting!
Penting!
Priksa manawa serat gundhul lan bagean sing dipotong resik.
- Aja nyelehake serat ing permukaan kerja sing mbledug.
- Aja waving serat watara ing udhara.
- Priksa manawa V-grooves resik; yen ora, ngilangke resik nganggo swab katun sing direndhem alkohol murni.
- Priksa manawa clamps resik; yen ora, ngilangke resik nganggo swab katun sing direndhem alkohol murni.
Carane Nggawe Sambatan
- Bukak tutup tahan angin.
- Mbukak serat clamps.
- Selehake serat menyang V-grooves. Priksa manawa ujung serat ana ing antarane pinggiran alur V lan ujung elektroda.
- Clamp serat ing posisi kanthi nutup loro set serat clamps.
- Nutup tutup tahan angin.
Cathetan:
Priksa manawa kanggo supaya serat ngusapake bebarengan V-grooves, nanging rodo posisi wong liwat V-grooves lan ngiringake mudhun menyang panggonan (minangka kapacak ing ngisor iki).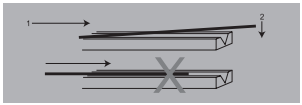

Priksa Serat
Sadurunge nerusake splicing, priksa manawa serat kasebut resik lan dibelah. Yen ana cacat, copot serat lan nyiyapake maneh.
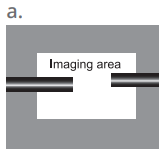 Ujung serat katon ing monitor.
Ujung serat katon ing monitor. 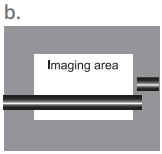 Serat ends njaba monitor.
Serat ends njaba monitor.  Serat ends ndhuwur lan ngisor monitor - ora bisa dideteksi.
Serat ends ndhuwur lan ngisor monitor - ora bisa dideteksi.
Cathetan:
Serat dicenthang kanthi otomatis nalika sampeyan menet tombol Setel. Splicer kanthi otomatis fokus ing serat lan mriksa karusakan utawa partikel bledug.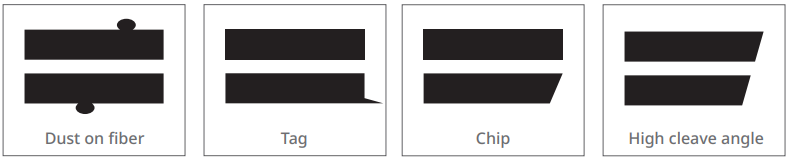
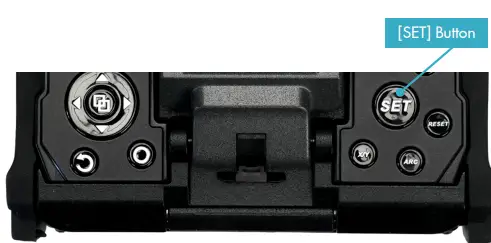
Penyambungan
- Pilih mode sambatan sing cocok.
- Miwiti splicing kanthi mencet tombol "SET".
Cathetan:
Yen splicer disetel menyang "Mulai Otomatis", splicing bakal diwiwiti kanthi otomatis sawise tutup tahan angin ditutup.
Cara Nglindhungi Splice
Sawise splicing, sijine serat karo heat-shrink sleeve menyang mesin ingkang ndamel benter. Pencet tombol [Heat] kanggo miwiti proses pemanasan.
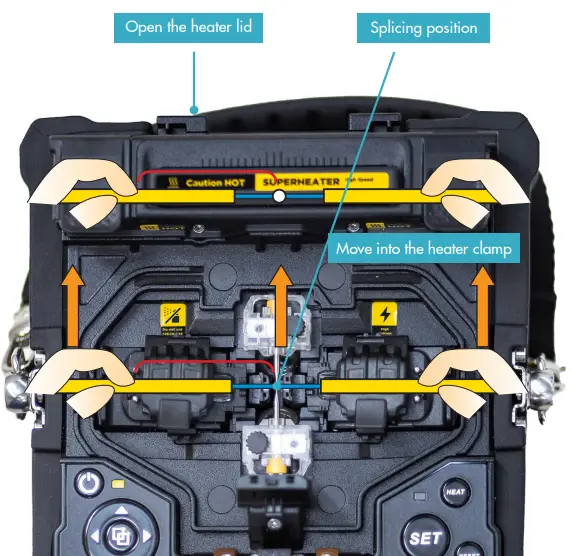
Prosedur Pemanasan
- Bukak tutup pemanas
- Bukak wadhah serat kiwa lan tengen. Tahan lengan heat-shrink (sadurunge diselehake ing serat). Angkat serat-serat sing disambung lan dicekel. Banjur geser lengan heat-shrink menyang titik sambatan.
- Selehake serat karo heat-shrink sleeve ing pemanas clamp.
- Pencet tombol [SET] kanggo miwiti dadi panas. Sawise rampung, indikator LED pemanasan bakal mati.
Bab 4 - Mode Sambatan
View 3X nduweni macem-macem mode sambatan sing prasaja nanging kuat banget sing nemtokake arus busur, wektu sambatan uga macem-macem parameter sing digunakake nalika nindakake sambatan. Penting kanggo milih mode sambatan sing bener. Ana sawetara mode sambatan "Preset" kanggo kombinasi serat umum. Mulane, iku luwih gampang kanggo ngowahi lan luwih ngoptimalake paramèter kanggo kombinasi serat liyane mboten umum.
Menampilkan Mode Active Splice
Mode splice aktif tansah ditampilake ing sisih kiwa layar (ndeleng ngisor). Pilih Mode Splice
Pilih Mode Splice
- Pilih [Splice mode] saka Menu Utama.
- Pilih mode sambatan sing cocok Mode sambatan sing dipilih katon ing layar.
- Pencet tombol [Reset] kanggo bali menyang kaca antarmuka wiwitan.

Langkah-langkah Umum Splicing
Bagean iki nerangake langkah-langkah sing ana ing proses splicing otomatis lan nerangake carane macem-macem paramèter mode splice sing ana hubungane karo proses iki. Proses splicing normal bisa dipérang dadi rong bagéan: pra-fusi lan fusi.
Pre-Fusion
Sajrone pra-fusi, splicer nindakake alignment lan fokus otomatis, ing ngendi serat tundhuk arus pra-fusi sing kurang kanggo tujuan reresik; gambar pra-fusi uga dijupuk. Ing jalur iki, pangguna dilaporake babagan masalah sing diakoni ing gambar pra-fusi, kayata serat sing ora disiapake. Splicer banjur bakal nampilake bebaya sadurunge serat digabungake.
Fusion
Sajrone fusi, serat-serat kasebut digabung lan kena limang arus sing beda kaya sing digambarake ing ngisor iki. Parameter penting, sing diganti nalika splicing, yaiku jarak antarane serat. Sajrone Pre-fusion, serat kasebut kapisah. Kanthi owah-owahan fase saiki, serat disambungake kanthi bertahap.
Proses Penyambungan
Daya busur lan wektu busur dianggep minangka rong paramèter sing paling penting (kaya sing ditampilake ing gambar ing ngisor iki). Jeneng lan tujuan paramèter kasebut, uga efek lan pentinge paramèter kasebut, bakal diterangake ing bagean sabanjure 'Parameter Splicing Standar'. Tokoh ing ngisor iki nuduhake kahanan discharge busur (hubungan antarane "daya Arc" lan "Gerakan motor"). Kondisi kasebut bisa diowahi kanthi ngganti paramèter splicing ing ngisor iki. Nanging, gumantung saka mode splice, paramèter tartamtu ora bisa diganti.
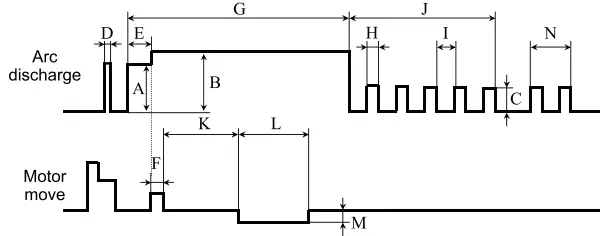 A: daya pra-sekring
A: daya pra-sekring- B: Arc 1 daya
- C: Daya Arc 2
- D: Reresik Arc
- E: Pre-fuse Time
- F: Maju Wektu related kanggo Tumpang G: Arc 1 wektu
- H: Arc 2 ON wektu
- I: Arc 2 wektu OFF
- J: Arc 2 wektu
- K: Taper Splicing Wektu Enteni
- L: Taper Splicing Wektu
- M: Taper Splicing kacepetan
- N: Re-arc Wektu
Diagram kondisi discharge ARC
Parameter Splicing Standar
| Paramèter | Katrangan |
|
Cithakan |
Dhaptar mode splice sing disimpen ing database splicer ditampilake. Sawise milih mode sing cocog, setelan mode sambatan sing dipilih bakal disalin menyang mode sambatan sing dipilih ing area sing bisa diprogram pangguna. |
| jeneng | Judhul kanggo mode sambatan (nganti pitung karakter) |
| Cathetan | Penjelasan rinci babagan mode splice (nganti 15 karakter). Iki ditampilake ing menu "Pilih mode sambatan". |
| Tipe Selaras | Setel jinis alignment kanggo serat. "Inti": keselarasan inti serat |
| Arc nyetel | Setel daya busur miturut kondisi serat. |
| Tes tarik | Yen "Tes Tarik" disetel menyang "ON", tes tarik ditindakake nalika mbukak tutup tahan angin utawa kanthi mencet tombol SET sawise nyambungake. |
|
Estimasi mundhut |
Estimasi kerugian kudu dianggep minangka referensi. Wiwit mundhut diitung adhedhasar gambar serat, bisa uga beda karo nilai nyata. Cara estimasi adhedhasar serat mode tunggal lan diitung kanthi dawa gelombang 1.31μm. Nilai sing dikira bisa dadi referensi sing larang, nanging ora bisa digunakake minangka basis panriman. |
|
mundhut minimal |
Jumlah iki ditambahake kanggo kira-kira mundhut splice Originally diwilang. Nalika splicing serat khusus utawa beda, mundhut sambatan nyata dhuwur bisa kelakon sanajan karo kondisi busur optimized. Kanggo nggawe kira-kira mundhut splice cocog karo mundhut splice nyata, nyetel mundhut minimal kanggo nilai prabédan. |
| Watesan mundhut | Pesen kesalahan ditampilake yen kira-kira mundhut sambatan ngluwihi watesan mundhut sing disetel. |
| watesan amba inti | Pesen kesalahan ditampilake yen amba bend saka loro serat spliced ngluwihi batesan milih (Batesan amba inti). |
| Batas sudut cleave | Pesen kesalahan ditampilake yen amba cleave salah siji serat kiwa utawa tengen ends ngluwihi batesan milih (watesan cleave). |
|
Posisi gap |
Nyetel posisi relatif saka lokasi splicing menyang tengah elektroda. Kerugian sambatan bisa didandani ing kasus splicing serat sing beda kanthi nggeser [Posisi celah] menyang serat sing MFD luwih gedhe tinimbang serat MFD liyane. |
| gap | Setel celah mburi ing antarane serat kiwa lan tengen nalika nyelarasake lan ngeculake pra-fusi. |
|
tumpang tindih |
Setel jumlah tumpang tindih serat ing serat propelling stage. Relatif cilik [Tumpang tindih] dianjurake yen [Preheat Arc Value] kurang, nalika relatif gedhe [Tumpukan] dianjurake yen [Preheat Arc Value] dhuwur. |
| Reresik wektu Arc | A busur reresik Burns metu bledug mikro ing lumahing serat karo discharge busur kanggo wektu cendhak. Duration saka busur reresik bisa diganti dening parameter iki. |
|
Nilai Preheat Arc |
Nyetel daya busur pra-sekring saka awal discharge busur kanggo awal serat propelling. Yen "Nilai Arc Preheat" disetel banget, offset aksial bisa kedadeyan yen sudut sing dibelah kurang. Yen "Preheat Arc Value" disetel dhuwur banget, serat mburi pasuryan sing nggabungke banget lan mundhut splice mundhak. |
| Preheat wektu Arc | Setel wektu busur pra-sekring saka wiwitan discharge busur nganti wiwitan serat propelling. Long [Preheat Arc Time] lan dhuwur [Preheat Arc Value] mimpin kanggo asil sing padha. |
| Nilai Fuse Arc | Nyetel daya Arc. |
| Wektu Arc Sekring | Nyetel wektu Arc. |
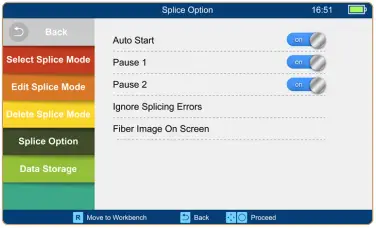
Bab 5 - Pilihan Sambatan
Setelan Mode Sambatan
- Pilih [Pilihan Sambatan] pada Menu Mode Sambatan.
- Pilih parameter sing arep diganti.
| Paramèter | Katrangan |
| Miwiti otomatis | Yen "Mulai otomatis" disetel kanggo ON, splicing diwiwiti kanthi otomatis sanalika tutup tahan angin ditutup. Serat kudu disiapake lan dilebokake ing splicer sadurunge. |
| Ngaso 1 | Yen "Ngaso 1" disetel menyang ON, operasi splicing ngaso nalika serat mlebu ing posisi longkangan-set. Sudut cleave ditampilake nalika ngaso. |
| Ngaso 2 | Yen "Ngaso 2" disetel kanggo ON, operasi splicing ngaso sawise Alignment serat rampung. |
| Abaikan kesalahan sambatan | |
| Sudut pisah |
Setelan kanggo "OFF" nglirwakake bentet lan terus kanggo ngrampungake splicing sanajan kesalahan kadhaptar katon. |
| Sudut inti | |
| mundhut | |
| lemu | |
| Tipis | |
| Gambar serat ing layar | |
| Ngaso 1 |
Nyetel cara tampilan gambar serat ing layar sak beda stages saka operasi splicing. |
| Selaras | |
| Ngaso 2 | |
| Arc | |
| Takkira | |
| Gap disetel | |
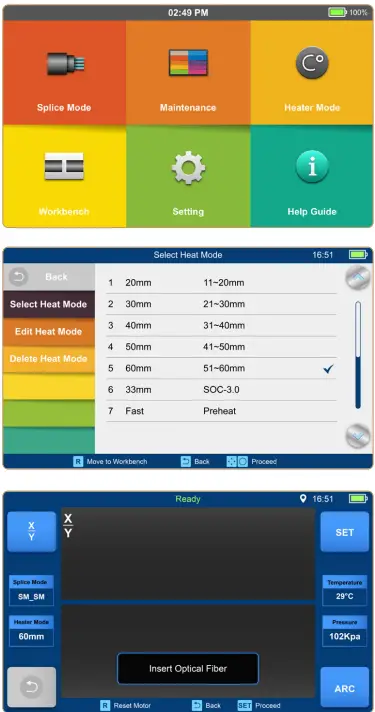
Bab 6 - Mode Pemanas
- Splicer nyedhiyakake max 32 mode panas, kalebu 7 mode panas sing wis disetel dening INNO Instrument, sing bisa diowahi, disalin lan dibusak dening pangguna.
Pilih mode pemanasan sing paling cocog karo lengan perlindungan sing digunakake. - Kanggo saben jinis lengen proteksi, splicer nduweni mode pemanasan sing optimal. Mode kasebut bisa ditemokake ing antarmuka mode pemanas kanggo referensi. Sampeyan bisa nyalin mode sing cocog lan nempel menyang mode khusus anyar. Pangguna bisa ngowahi paramèter kasebut.
Pilih Mode Heater
- Pilih [Select Heat Mode] ing menu [Heater Mode].
- Pilih menu [Heater Mode].
- Mode panas sing dipilih katon ing layar. Pencet tombol [R] kanggo bali menyang antarmuka wiwitan. Pilih mode panas.
Ngedit Mode Panas
Parameter pemanasan mode pemanasan bisa diowahi dening pangguna.
Ngedit Mode Panas
Parameter pemanasan mode pemanasan bisa diowahi dening pangguna.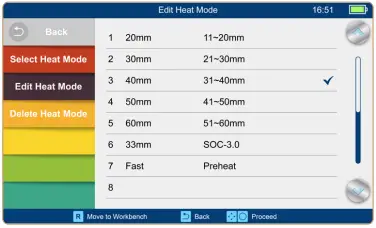 Pilih [Edit Heat Mode] ing menu [Heater mode].
Pilih [Edit Heat Mode] ing menu [Heater mode].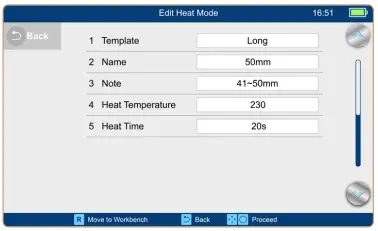
Pilih menu [Heater Mode]. Pilih [Delete Heat Mode]. Pilih mode panas sing arep dibusak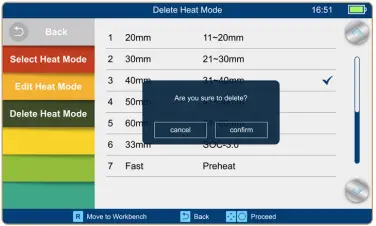
Cathetan:
Mode werna abu-abu (20mm, 30mm, 40mm, 50mm, 33mm) minangka prasetel sistem sing ora bisa dibusak.
Parameter Mode Panas
| Paramèter | Katrangan |
| Cithakan | Nyetel jinis lengen. Dhaptar kabeh mode panas ditampilake. Mode sing dipilih bakal disalin menyang mode anyar |
| jeneng | Judhul mode panas. |
| Suhu pemanas | Nyetel suhu pemanasan. |
| Wektu pemanas | Nyetel wektu dadi panas. |
| Preheat suhu | Nyetel suhu preheat. |
Splicer duwe sawetara fungsi kanggo nindakake pangopènan rutin. Bagean iki nerangake carane nggunakake menu pangopènan. Pilih [Menu Maintenance].
Pilih fungsi sing arep ditindakake.
Pangopènan
Splicer nduweni fungsi tes diagnostik sing dibangun sing ngidini pangguna ngevaluasi sawetara parameter variabel kritis ing mung siji langkah sing gampang. Nindakake fungsi iki yen ana masalah operasi splicer.
- Pilih [Maintenance] ing [Maintenance Menu]
- Nglakokaké [Maintenance], banjur mriksa ing ngisor iki bakal digawe.

| Ora. | Priksa Item | Katrangan |
| 1 | kalibrasi LED | Ukur lan atur padhange LED. |
|
2 |
Priksa bledug |
Priksa gambar kamera kanggo bledug utawa rereget lan evaluasi apa padha ngganggu taksiran serat. Yen kontaminasi dideteksi, pencet tombol bali kaping pindho kanggo nampilake lokasi. |
| 3 | Nyetel Posisi | Pangaturan serat otomatis |
| 4 | Kalibrasi Motor | Kalibrasi kanthi otomatis kacepetan 4 motor. |
| 5 | Stabilisasi Elektroda | Akurat ngukur posisi elektroda kanthi discharge ARC. |
| 6 | Kalibrasi Arc | Kalibrasi kanthi otomatis faktor daya busur lan posisi splicing serat. |
Ganti Elektroda
Minangka elektrods njaluk worn metu sak proses splicing liwat wektu, oksidasi ing tips saka elektroda kudu ajeg dicenthang. Dianjurake supaya elektroda diganti sawise 4500 discharges busur. Nalika jumlah discharges busur tekan count 5500, pesen prompting kanggo ngganti elektrods ditampilake sanalika sawise nguripake daya. Nggunakake elektroda aus bakal nyebabake mundhut sambatan sing luwih dhuwur lan nyuda kekuatan sambatan.
Tata cara panggantos
- Pilih [Ganti Elektroda] ing [Menu Maintenance].
- Pesen instruksi bakal katon ing layar. Banjur, mateni splicer. Copot elektroda lawas.
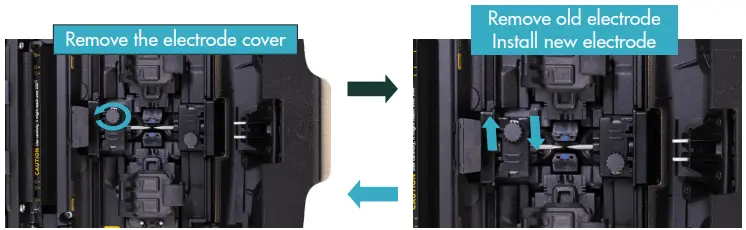
Ngresiki elektrods anyar karo alkohol direndhem resik gauze utawa lint-free tissue, lan pasang ing splicer.
- I) Pasang elektroda menyang tutup elektroda.
- II) Pasang maneh tutup elektroda ing splicer, lan ngencengi sekrup.
Cathetan:
Aja ngencengi tutup elektroda.
INNO Instrument banget nyaranake kabeh pangguna kanggo nindakake [Stabilize Electrodes] lan ngrampungake [Arc Calibration] sawise panggantos elektroda kanggo njaga asil splice apik lan kekuatan splice (rincian diterangake ing ngisor iki).
- Pilih [Stabilize electrodes].
- Selehake serat sing disiapake menyang splicer kanggo splicing.
- Pencet tombol [S], lan splicer bakal miwiti stabil elektroda kanthi otomatis ing prosedur ing ngisor iki:
- Baleni discharge busur kaping lima kanggo ngukur posisi busur.
- Nindakake splicing 20 kaping consecutively kanggo sabenere netepake posisi elektroda.
Kalibrasi Motor
Motor diatur ing pabrik sadurunge dikirim, nanging setelan kasebut bisa uga kudu dikalibrasi saka wektu. Fungsi iki kanthi otomatis calibrate motor penet.
Prosedur Operasi
- Pilih [Motor Calibration] in [Maintenance Menu].
- Muat serat sing disiapake menyang splicer banjur pencet tombol [Set].
- Mesin penet dikalibrasi kanthi otomatis. Sawise rampung, pesen sukses bakal ditampilake.
Cathetan:
* Nindakake fungsi iki nalika kesalahan "Lemak" utawa "Tipis", utawa serat alignment utawa fokus njupuk wektu akeh banget.
Kalibrasi Arc
Prosedur Operasi
- Sawise sampeyan milih [Arc Calibration] ing menu pangopènan, gambar [Arc Calibration] bakal ditampilake ing layar.
- Setel serat sing disiapake ing splicer, pencet tombol [Set] kanggo miwiti Kalibrasi ARC.
Cathetan:
Gunakake serat SM standar kanggo kalibrasi busur. * Priksa manawa serat kasebut resik. Lebu ing permukaan serat mengaruhi kalibrasi busur.
- Sawise kalibrasi Arc, 2 angka numerik bakal ditampilake ing layar. Nalika nilai ing sisih tengen 11 ± 1, splicer bakal pituduh metu pesen kanggo completion, digunakake serat kudu cleaved maneh kanggo Arc Kalibrasi nganti pesen nganti operasi rampung kasil.
- Liwat analisis gambar, splicer ndeteksi bledug lan rereged ing kamera splicer, lan lensa sing bisa nyebabake deteksi serat sing ora bener. Fungsi iki mriksa gambar kamera kanggo anané rereged lan ngevaluasi apa bakal mengaruhi kualitas splicing.
Prosedur Operasi
- Pilih [Dust check] in [Maintenance menu].
- Yen serat diselehake ing splicer, copot banjur pencet [Set] kanggo miwiti mriksa bledug.
- Yen bledug dideteksi sajrone proses mriksa bledug, pesen "Gagal" bakal ditampilake ing layar. Banjur ngresiki lensa, lan [Mriksa bledug] nganti pesen "Rampung" ditampilake ing layar.
Cathetan:
Yen kontaminasi isih ana sawise ngresiki lensa objektif, hubungi agen sales sing paling cedhak.
Elektroda dianjurake kanggo diganti karo anyar nalika Count Arc Saiki ngluwihi 5500 kanggo njamin kualitas splice.
- Ketik [Menu Pangopènan] > [Ganti Elektroda] > [Ambang Elektroda].
- Setel ati-ati elektroda lan peringatan elektroda.
| Paramèter | Katrangan |
|
Elektroda ati-ati |
Nalika count discharge elektroda luwih saka nomer pesawat, pesen "Ati-ati! Ganti elektroda" bakal katon nalika sampeyan miwiti splicer fusi. Parameter dianjurake kanggo disetel minangka "4500". |
|
bebaya elektroda |
Nalika jumlah discharge elektroda luwih saka nomer sing disetel, pesen "Pènget! Ganti elektroda" bakal katon nalika sampeyan miwiti splicer fusi. Parameter iki dianjurake kanggo disetel minangka "5500". |
Nganyari Software
- Sampeyan kudu pindhah menyang View 5X kaca produk ing www.innoinstrument.com lan download piranti lunak sing dianyari file saka kaca iki.
- Sawise diundhuh, upload file menyang drive USB.
- Banjur plug USB drive menyang splicer lan upload file files.
- Pilih [Update Software] ing antarmuka [System Setting].
- Sawise sampeyan ngeklik [OK], splicer bakal miwiti proses upgrade kanthi otomatis.
- Splicer bakal diwiwiti maneh sawise upgrade rampung.
Bab 8 – Utilitas
Setelan Sistem
| Paramèter | Katrangan |
| Buzzer | Nyetel buzzer swara. |
| Unit Suhu | Nyetel unit suhu. |
| Pemanasan otomatis | Yen disetel menyang [On], nalika serat diselehake ing mesin ingkang ndamel benter. Pemanas bakal kanthi otomatis nglakokake pemanasan. |
| Priksa bledug | Priksa manawa ana bledug ing area pencitraan. Nyetel fungsi mriksa bledug, OFF minangka standar. Yen disetel menyang ON, mriksa saluran bakal ditindakake kanthi otomatis nalika splicer diuripake. |
| Tes Tarik | Nyetel tes tarik, ON kanthi standar, yen disetel menyang OFF, tes tarik ora bakal ditindakake. |
| LED putih | Ngalih LED putih. |
| Kunci Sandi | Mbisakake proteksi sandhi. |
| Reset | Mulihake setelan pabrik. |
| Nganyari Software | Prosedur nganyari piranti lunak Splicer. |
| Basa | Nyetel basa sistem. |
| Pilihan Ngirit Daya | Nyetel wektu [Monitor Shut Down], wektu [Splicer Shut Down] lan padhange LCD. |
| Setel Tanggalan | Nyetel wektu sistem. |
| Ganti tembung sandhi | Opsi pangowahan tembung sandhi. Tembung sandhi standar 0000. |
Pilihan Ngirit Daya
Yen fungsi hemat daya ora disetel nalika nggunakake baterei, jumlah siklus sambatan bakal suda.
- Pilih [Power Save Option] ing menu [System Setting].
- Ganti wektu [Monitor Shut Down] lan [Splicer Shut Down]
| Paramèter | Katrangan |
|
Monitor Mati |
Kanggo ngirit daya baterei, nguripake fitur iki bakal mateni layar kanthi otomatis yen splicer ora digunakake ing wektu sing disetel. Nalika layar dipateni, sampeyan bakal weruh lampu kedhip ing jejere tombol daya. Pencet sembarang tombol kanggo nguripake layar maneh. |
| Splicer Mati | Mateni daya splicer kanthi otomatis yen tetep ora aktif sajrone wektu sing disetel. Iki mbantu supaya baterei ora boros. |
Sistem Informasi
Sawise milih [Informasi Sistem], pesen ing ngisor iki bakal ditampilake ing layar:
| Paramèter | Katrangan |
| Mesin Seri NO. | Nampilake nomer seri fusion splicer. |
| Versi Piranti Lunak | Nampilake versi piranti lunak fusion splicer. |
| Versi FPGA | Nampilake versi FPGA. |
| Jumlah Arc Count | Nampilake total arc discharge count. |
| Count Arc saiki | Nampilake count discharge busur kanggo set elektroda saiki. |
| Pangopènan pungkasan | Nuduhake tanggal pangopènan pungkasan. |
| Tanggal Produksi | Nuduhake tanggal produksi. |
Lambang I
High Splice mundhut: sabab lan obat
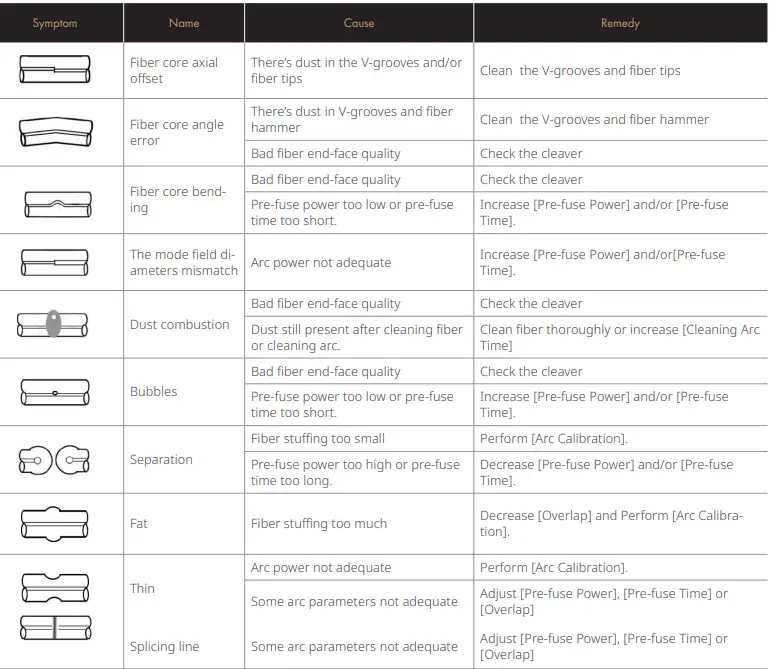
Cathetan:
Nalika splicing macem-macem serat optik karo diameteripun beda utawa serat multi-mode, baris vertikal, diarani minangka "garis splicing," bisa katon. Penting kanggo dicathet yen iki ora mengaruhi kualitas splicing, kalebu mundhut splicing lan kekuatan splicing.
Lampiran II
Dhaptar pesen kesalahan
Nalika nggunakake splicer, sampeyan bisa nemoni pesen kesalahan ing layar. Tindakake solusi sing kapacak ing ngisor iki kanggo ngatasi masalah kasebut. Yen masalah tetep lan ora bisa dirampungake, bisa uga ana kesalahan ing splicer fusi. Ing kasus kaya mengkono, disaranake takon karo agensi dodolan kanggo pitulung luwih lanjut.
| Pesen kesalahan | sabab | Solusi |
| Kesalahan Panggonan Serat Ngiwa | Pasuryan mburi serat diselehake ing utawa ngluwihi garis tengah elektroda. | Pencet tombol "R", lan nyetel serat mburi-pasuryan antarane tengah elektroda lan pinggiran V-alur. |
| Kesalahan Panggonan Serat Kanan | ||
|
Pencet Jarak Motor liwat Limit |
Serat ora disetel bener ing V-alur. Serat kasebut ora ana ing lapangan Kamera view. |
Pencet tombol "R" lan posisi maneh serat maneh. |
| Pencet Kesalahan Motor | Motor bisa rusak. | Hubungi Tim Teknis INNO sing paling cedhak. |
| Panelusuran Fiber End pasuryan Gagal | Serat ora disetel bener ing V-alur. | Pencet tombol "R" lan posisi maneh serat maneh. |
| Gagal Arc | Arc Discharge ora kedadeyan. | Priksa manawa elektroda ana ing posisi sing bener. Ganti elektroda. |
| Nyelarasake Jarak Motor liwat Limit | Serat ora disetel bener ing V-alur. | Pencet tombol "R" lan posisi maneh serat maneh. |
| Panelusuran Serat Klambi Gagal | Serat ora disetel bener ing ngisor V-alur. | Pencet tombol "R" lan posisi maneh serat maneh. |
| Serat Klambi Gap Salah | Ana bledug utawa rereget ing lumahing serat | Siapke serat (stripping, reresik lan cleaving) maneh. |
|
Jinis Serat sing ora dingerteni |
Ana bledug utawa rereget ing lumahing serat | Siapke serat (stripping, reresik lan cleaving) maneh. |
| Serat sing ora cocog | Gunakake mode sambatan sing cocok liyane saka mode sambatan AUTO kanggo re-splice. | |
| Serat optik non-standar | Mode sambatan AUTO mung bisa ngenali serat standar kayata SM, MM, NZ. | |
| Serat Klambi Over Limit | Serat ora dumunung ing lapangan Cam-era saka view. | Nyetel posisi serat lan lengkap [Kalibrasi Motor] kanggo pangopènan. |
| Posisi Ngarep Motor Fokus Erro | Fusi splicer ditabuh dening pasukan nalika operasi splicing. | Nindakake [Kalibrasi Motor] kanggo pangopènan. Yen masalah isih ora bisa ditanggulangi, hubungi Tim Teknis INNO lokal. |
|
Serat End pasuryan Gap Salah |
Kakehan setelan [Tumpang tindih]. | Nyetel utawa miwiti setelan [Tumpang tindih]. |
| Motor ora kalibrasi | Apa [Kalibrasi Motor] pangopènan. | |
|
Jarak Motor liwat Limit |
Serat ora disetel bener ing V-alur. | Pencet tombol "R" lan posisi maneh serat maneh. |
| Ana bledug utawa rereget ing lumahing serat | Siapke serat (stripping, reresik lan cleaving) maneh. | |
| Ana bledug utawa rereget ing lumahing serat | Jalanake [Pemeriksaan Lebu] sawise ngresiki lensa lan pangilon. | |
| Serat ora cocog | Serat ing sisih loro ora padha | Bisa nyebabake mundhut splice gedhe yen sampeyan terus splice, Mangga nggunakake mode splice tepat cocog kanggo serat. |
|
Cleave Angle liwat Limit |
Pasuryan mburi serat ala |
Siapke serat (stripping, reresik lan cleaving) maneh. Priksa kondisi cleaver serat. Yen agul-agul wis rusak, puterake agul-agul menyang posisi anyar. |
| [Cleave Limit] disetel kurang banget. | Tambah "Batesan Cleave" (nilai standar: 3.0°) | |
|
Inti Angle liwat Limit |
[Batesan Offset] disetel kurang banget. | Tambah "Batesan Sudut Inti" (nilai standar: 1.0 °). |
| Bledug utawa rereget ing V-alur utawa clamp chip. | Ngresiki V-alur. Siapke lan reposition serat maneh. |
|
Serat Axis Align Gagal |
Axial offset (> 0.4um) |
Siapke serat (stripping, reresik lan cleaving) maneh. |
| Motor ora kalibrasi | Apa pangopènan [Kalibrasi Motor]. | |
|
Serat punika Reged |
Ana bledug utawa rereget ing lumahing serat | Siapke serat (stripping, reresik lan cleaving) maneh. |
| Lebu utawa rereget ana ing lensa utawa LED | Laksanakake [Mriksa Lebu]. Yen ana bledug utawa rereget, ngresiki lensa utawa LED | |
| "Wektu Reresik Arc" cendhak banget | Setel "Waktu Reresik Arc" dadi 180ms | |
| Selarasake serat inti sing angel ditemokake kanthi nggunakake metode keselarasan inti sajrone splicing. | Sambungake serat sing inti angel ditemokake kanthi mode sambatan MM (alignment lapisan cladding). | |
|
Titik Splicing Lemak |
Kakehan setelan [Tumpang tindih]. | Nyetel utawa miwiti setelan "Tumpang tindih". |
| Motor ora kalibrasi. | Kalibrasi daya busur kanthi fungsi [Arc Calibration]. | |
|
Titik Splicing Tipis |
daya busur ora nyukupi | Kalibrasi daya busur kanthi fungsi [Arc Calibration]. |
| Daya utawa wektu pra-sekring disetel dhuwur banget | Nyetel utawa miwiti setelan "Pre-fuse Power" utawa "Pre-fuse Time". | |
| Setelan "Tumpang tindih" ora cukup | Nyetel utawa miwiti setelan [Tumpang tindih]. |
Lampiran III
Solusi kanggo sawetara masalah umum kasedhiya ing ngisor iki kanggo referensi sampeyan. Yen sampeyan ora bisa ngatasi masalah kasebut, hubungi produsen langsung kanggo njaluk pitulung.
- Daya ora mati nalika menet tombol "ON/OFF".
- Pencet terus tombol "ON / OFF" nganti LED kelip-kelip, ngeculake tombol lan splicer bakal dipateni.
- Masalah karo splicer mung bisa sawetara splicies karo baterei Pack kebak.
- Daya baterei bisa suda liwat wektu amarga efek memori lan panyimpenan lengkap. Kanggo ngatasi masalah kasebut, dianjurake kanggo ngisi ulang baterei sawise diidini ngeculake kanthi lengkap.
- Paket baterei wis tekan pungkasan umur. Pasang paket baterei anyar.
- Aja nggunakake baterei ing suhu kurang.
- Pesen kesalahan katon ing monitor.
- Rujuk lampiran ll.
- Rugi sambatan dhuwur
- Ngresiki V-grooves, serat clamps, LED pelindung angin, lan lensa kamera.
- Ganti elektroda.
- Rujuk lampiran l.
- Kerugian splice beda-beda gumantung saka sudut cleave, kondisi busur lan kebersihan serat.
- Monitor dumadakan dipateni.
- Ngaktifake fungsi hemat daya njalari splicer lumebu ing kahanan daya sedheng sawise wektu sing suwe ora aktif. Pencet sembarang tombol kanggo nyopot saka siyaga.
- Daya splicer dumadakan mati.
- Nalika sampeyan ngaktifake fungsi hemat daya, splicer bakal mateni daya splicer sawise wektu lengkap ora aktif.
- Ketidakcocokan antara Estimasi rugi splice dan rugi splice aktual.
- Rugi sing dikira-kira minangka kerugian sing diwilang, mula mung bisa digunakake kanggo referensi.
- Komponen optik splicer bisa uga kudu diresiki.
- Lengan proteksi serat ora nyusut.
- Tambah wektu dadi panas.
- Cara mbatalake proses pemanasan.
- Pencet tombol "HEAT" kanggo mbatalake proses pemanasan.
- Lengan proteksi serat dipasang ing piring pemanasan sawise nyusut.
- Gunakake swab katun utawa obyek tip alus sing padha kanggo nyopot lan nyopot lengen klambi.
- Kelalen sandhi.
- Hubungi tim teknis INNO Instrument sing paling cedhak.
- Ora ana owah-owahan daya busur sawise [Kalibrasi Arc].
- Faktor internal dikalibrasi lan diatur kanggo setelan daya busur sing dipilih. Daya busur sing ditampilake ing saben mode sambatan tetep konstan.
- Lali nglebokake serat optik sajrone proses fungsi pangopènan.
- Sampeyan kudu mbukak tutup windproof lan nyeleh serat disiapake ing V-alur lan pencet tombol "SET" utawa "R" kanggo terus.
- Gagal nganyarke
- Nalika pangguna nggunakake Drive USB "anyar" kanggo nganyarke, splicer bisa uga ora bisa ngenali program upgrade kanthi bener. file; sampeyan kudu ngreset USB Drive, lan miwiti maneh splicer.
- Priksa manawa upgrade file jeneng lan format sing bener.
- Yen sampeyan ora bisa ngatasi masalah, hubungi produsen langsung.
- liyane
- Hubungi produsen langsung.
Pungkasan
* Model lan spesifikasi produk bisa diganti tanpa kabar sadurunge.
Hak cipta © 2024 INNO Instrument Inc. Kabeh hak dilindhungi undhang-undhang.
- INNO Instrument Inc.
- support@innoinstrument.com
kaca ngarep
- www.INNOinstrument.com
- Mangga ngunjungi kita ing Facebook
- www.facebook.com/INNOinstrument
Pitakonan
P: Kepiye carane ngatasi masalah yen splicer fusi ora dadi panas kanthi bener?
A: Yen sampeyan nemoni masalah karo fungsi dadi panas, mangga dipriksa sambungan sumber daya lan mesthekake yen unsur panas wis fungsi bener. Yen masalah tetep, hubungi dhukungan pelanggan kanggo pitulung luwih lanjut.
P: Apa aku bisa nggunakake macem-macem jinis serat karo splicer fusi iki?
A: Jinis serat sing ditrapake ditemtokake ing bagean paramèter teknis ing manual pangguna. Priksa manawa mung nggunakake jinis serat sing disaranake kanggo asil splicing sing optimal.
P: Apa jadwal pangopènan sing disaranake kanggo splicer fusi?
A: Ajeg ngresiki bagean njaba splicer fusion lan lensa nggunakake kain alus. Deleng bagean pangopènan ing manual pangguna kanggo instruksi rinci babagan perawatan lan perawatan sing tepat.
Dokumen / Sumber Daya
 |
View 3X Aktif V Groove Cladding Alignment Fusion Splicer [pdf] Manual pangguna 3X Active V Groove Cladding Alignment Fusion Splicer, 3X, Active V Groove Cladding Alignment Fusion Splicer, Cladding Alignment Fusion Splicer, Alignment Fusion Splicer, Fusion Splicer |